
Navigating the Big Data Challenges in Manufacturing
12/19/202410 min read
Paradigm Shift in Manufacturing
The manufacturing industry is undergoing a profound change driven by the advent of big data analytics. This paradigm shift from traditional data management methods to advanced analytical techniques has redefined how manufacturers operate and make decisions. Historically, manufacturing processes relied upon static data sets and retrospective insights, often leading to reactive rather than proactive management practices. With the influx of big data, companies can now harness real-time information, enabling a more agile approach to operations.
One of the significant implications of this transition is the enhancement in decision-making processes. Manufacturers can analyze vast amounts of data generated from automated machines, supply chain movements, and customer interactions in real-time, allowing for informed and timely decisions. By utilizing predictive analytics, organizations can forecast maintenance needs, optimize production schedules, and respond swiftly to market demands. This capability not only increases operational efficiency but also fortifies competitiveness in an ever-evolving market landscape.
Moreover, consumer demand for customization further propels this transformation. Buyers increasingly seek personalized products, and leveraging big data enables manufacturers to analyze customer preferences and purchasing patterns comprehensively. Companies can swiftly adapt their offerings, tailoring products to specific market segments without incurring substantial lead times, thus enhancing overall customer satisfaction.
The implications of adopting big data analytics in manufacturing extend beyond improved operational processes; they reshape competitive dynamics. A firm’s ability to leverage data optimally can be a crucial differentiator, allowing proactive capabilities, minimizing production waste, and maximizing resource utilization. As organizations navigate this shift, it becomes essential to invest in both technology and talent to ensure that they remain at the forefront of innovation in the manufacturing sector.
Project Selection in the Age of Big Data
In the rapidly evolving landscape of manufacturing, the effective selection of projects that harness the potential of big data is paramount. Manufacturers must navigate a variety of challenges and opportunities that arise from this vast resource. A systematic approach to project selection entails identifying initiatives that align with the organization's strategic objectives. Aligning projects with strategic goals ensures that investments in big data yield benefits that are not only measurable but also contribute to the overall vision of the company.
Additionally, evaluating the potential return on investment (ROI) is crucial in the decision-making process. A thorough analysis should consider both tangible and intangible benefits that might arise from leveraging big data. For instance, enhanced efficiency, improved product quality, and greater customer insights can lead to significant gains that surpass initial costs. Understanding the feasibility of projects is equally important; manufacturers should assess technological constraints, the existing infrastructure, and the required skill sets to implement data-driven initiatives successfully.
Identifying the right data sources is another critical aspect of project selection. Manufacturers must discern which data sets can provide actionable insights and how these sources can be integrated into existing workflows. Furthermore, stakeholder needs should be prioritized, including input from operational teams, management, and customers. Their perspectives can guide project selection by ensuring that the most pressing challenges are addressed. Finally, it is essential to balance innovation with operational risks. While embracing cutting-edge technologies and methodologies can drive progress, manufacturers must also consider potential disruptions to their current processes, ensuring that the selected projects can ultimately enhance productivity without compromising stability.
Redesigning Processes for Big Data Integration
The integration of big data into manufacturing drives the need for a comprehensive redesign of existing processes. This transition is essential to leverage the vast amounts of data generated and aid in decision-making. To successfully implement big data initiatives, manufacturers must reevaluate their current workflows, ensuring they are optimized for data acquisition and analysis.
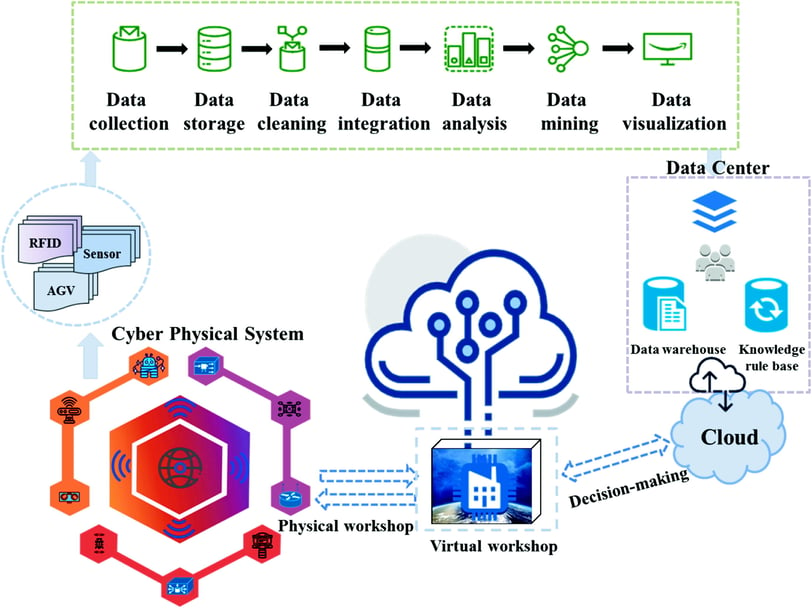
One effective strategy involves the incorporation of data analytics into every phase of the production cycle. By establishing data collection points at critical junctures—from supply chain management to quality control—organizations can capture real-time insights, enabling them to respond rapidly to emerging trends. This shift requires creating more agile processes that can quickly adapt to new information, ultimately fostering a culture of continuous improvement within the organization.
A practical example of this approach can be seen in the automotive industry, where companies like Ford have redesigned their production processes to incorporate big data analytics. By utilizing predictive maintenance techniques, they can analyze machine performance data to foresee potential failures, reducing downtime and minimizing disruption to the manufacturing workflow. Such implementations not only enhance operational efficiency but also contribute to significant cost savings over time.
Moreover, creating an environment that encourages cross-departmental collaboration is vital for successful integration. This collaboration ensures that data insights are shared and utilized effectively across various teams, thus enhancing overall productivity. Training employees to become data-literate can further empower them to identify areas for improvement, driving innovation throughout the manufacturing process.
Ultimately, a successful transformation of processes for big data integration in manufacturing hinges on a commitment to continuous adaptation and improvement. By prioritizing flexibility and data-driven decision-making, organizations can harness the full potential of big data, leading to enhanced performance and competitive advantage in the marketplace.
The Relearning Curve: Upskilling Workforce for Data Literacy
As the manufacturing sector increasingly integrates big data into its operations, the importance of developing data literacy among employees cannot be overstated. Data literacy encompasses the ability to read, understand, create, and communicate data as information. This skill set is essential for harnessing the potential of big data analytics and ensuring that the workforce can effectively interact with the latest tools and technologies. However, this transition presents several challenges, particularly regarding the existing knowledge gaps and the steep learning curve employees face.
The rapid pace of technological advancement can often leave employees feeling overwhelmed. Many workers may not possess the necessary skills to analyze and interpret data effectively, which can result in missed opportunities for optimization and innovation. To address this issue, manufacturers must invest in comprehensive training programs designed to elevate data literacy across the organization. Workshops, online courses, and hands-on training sessions can be instrumental in educating employees about data analysis concepts and practical applications.
Continuous learning strategies are also vital in fostering a data-driven culture within manufacturing firms. Establishing a culture of openness towards learning and adapting to new tools will help employees feel more comfortable with changes and innovations. Collaboration among teams, including regular meeting discussions focused on data insights, can further enhance collective understanding and engagement with data.
Additionally, mentorship programs pairing experienced data analysts with less experienced employees can provide support during the upskilling process. By promoting knowledge sharing and practical application, this method can facilitate a smoother transition as the workforce becomes more attuned to data-driven decision-making. Ultimately, by prioritizing workforce upskilling for data literacy, manufacturers position themselves to fully leverage big data's potential and drive competitive advantage in an increasingly data-centric marketplace.
Process Monitoring for Quality in Big Data
In the realm of manufacturing, the integration of Process Monitoring for Quality (PMQ) represents a pivotal component of effective big data strategies. Utilizing real-time data analytics, industries can oversee production processes meticulously, thereby enhancing overall quality control. By employing advanced sensors and data collection tools, PMQ systems facilitate the gathering of extensive datasets that reflect operational parameters across the manufacturing spectrum. This data serves as the backbone for generating insights critical to maintaining quality.
The real-time nature of these analytics allows for the immediate detection of anomalies within the production line. For instance, when deviations from established parameters occur—such as unexpected temperature fluctuations or variations in material composition—PMQ systems are capable of triggering alerts that enable prompt interventions. This proactive approach not only mitigates the risks associated with defective products but also preserves the integrity of brand reputation. Through continuous monitoring, manufacturers can swiftly adjust processes, ensuring that the products meet stringent quality standards.
Furthermore, the benefits of implementing PMQ systems extend beyond mere quality assurance. Enhanced product quality translates into reduced waste and increased resource efficiency. By identifying inefficiencies in real time, manufacturers can optimize their operational processes—reducing both production costs and the environmental impact of waste materials. Ultimately, the fusion of PMQ systems within big data frameworks leads to a more streamlined manufacturing process, bolstering competitiveness in an increasingly challenging market landscape.
As manufacturers continue to grapple with the complexities posed by the ever-evolving demands of the industry, the adoption of robust PMQ systems will undoubtedly play a critical role in navigating the challenges associated with big data and quality management.
Updated Problem-Solving Strategies in Manufacturing
The manufacturing sector has witnessed a significant transformation in problem-solving strategies, largely influenced by the advent of big data. Traditionally, manufacturers relied on historical data and experience to identify and address production challenges. However, the implementation of data analytics has revolutionized this approach, allowing for more precise identification of root causes underlying operational issues. With the ability to analyze vast amounts of real-time data, manufacturers can pinpoint anomalies and inefficiencies that may not have been visible through conventional methods.
One prominent strategy that has emerged is predictive maintenance. By employing advanced analytics and machine learning algorithms, manufacturers can forecast equipment failures before they occur. This proactive approach minimizes downtime, reduces repair costs, and optimizes machine performance. For instance, by analyzing data from sensors embedded in machinery, manufacturers can detect unusual patterns that indicate wear and tear, enabling timely interventions to maintain seamless operations.
Furthermore, big data empowers manufacturers to enhance their decision-making processes. With high-quality data at their fingertips, decision-makers can evaluate various scenarios and outcomes, leading to informed choices that drive operational efficiency. The integration of data analytics enables manufacturers to simulate different strategies and assess their potential impacts, thus streamlining the overall decision-making process. This leads to improved agility in responding to market demands and operational challenges.
Innovative problem-solving approaches, such as the application of artificial intelligence and machine learning, have given rise to solutions that leverage big data insights. For example, manufacturers can harness AI-driven tools to automate data analysis, uncover hidden correlations, and generate actionable recommendations. This not only accelerates the resolution of issues but also fosters a culture of continuous improvement within the organization, ultimately enhancing competitiveness in the manufacturing landscape.
Common Barriers to Success with Big Data in Manufacturing
In the quest to harness the potential of big data, manufacturers often encounter several barriers that impede successful implementation. One of the primary challenges is the existence of data silos. This phenomenon occurs when different departments within an organization collect and store data independently, leading to fragmentation. Consequently, the inability to aggregate and analyze information across various segments limits the overall usefulness of big data initiatives. Manufacturers must strive for data integration to derive comprehensive insights that will drive informed decision-making.
Another critical barrier is the shortage of skilled personnel equipped to manage and interpret big data effectively. As businesses increasingly rely on data-driven strategies, the demand for data scientists, analysts, and engineers has risen sharply. However, many manufacturing firms face difficulties in recruiting talented individuals who possess the necessary expertise. This skills gap can hinder the development of an effective big data strategy, thereby restricting a company’s capacity to leverage valuable insights from their data.
Resistance to change is yet another challenge impacting the successful adoption of big data technologies. In many cases, employees may be accustomed to traditional methods of working and may express reluctance to embrace new data-driven practices. This inertia can lead to a lack of cooperation, ultimately stunting the innovation required to harness the full potential of big data. To overcome this barrier, it's essential for organizations to foster a culture that encourages adaptability and promotes the understanding of the benefits that big data can offer.
Finally, technological constraints can also play a pivotal role in hindering the progress of big data initiatives in manufacturing. Legacy systems that are incapable of handling large volumes of data, coupled with inadequate infrastructure, can significantly stall efforts to implement advanced analytics solutions. Manufacturers must invest in upgrading their technological frameworks to ensure they can capitalize on the capabilities provided by big data.
Strategic Vision for Quality 4.0 Adoption
The implementation of Quality 4.0 in manufacturing marks a significant evolution in quality management through the integration of big data technologies. For manufacturing enterprises aiming to adopt this innovative approach, a clear strategic vision is essential. This vision should align quality management practices with the capabilities provided by big data, enabling organizations to enhance innovation, customer satisfaction, and competitive advantage.
To develop a robust roadmap for Quality 4.0 adoption, manufacturers should begin by assessing their current quality management systems and identifying gaps in their existing processes. This assessment will help organizations understand how to leverage big data analytics to improve decision-making and operational efficiencies. By utilizing data-driven insights, manufacturers can anticipate quality issues, streamline production processes, and ultimately enhance product quality.
Moreover, engaging leadership and key stakeholders is crucial for successful implementation. Leaders must recognize the importance of quality as a core business function and commit to fostering a culture that embraces data-driven decision-making. Regular communication with employees across various levels ensures that everyone is aligned with the strategic vision of Quality 4.0. Stakeholders, including suppliers and customers, should also be involved in the conversation to ensure that their needs and feedback inform the quality management strategy.
Fostering an environment that encourages innovation is another critical factor in adopting Quality 4.0. Manufacturers should invest in training and development programs that empower employees to harness big data tools effectively. By promoting continuous learning and adaptation to new technologies, organizations can ensure they remain competitive in an increasingly data-centric manufacturing landscape.
Ultimately, the pursuit of Quality 4.0 through the intelligent integration of big data offers numerous opportunities for manufacturers. It enables them to not only enhance product quality but also build a strong reputation within the market by responding effectively to customer needs and paving the way for future growth.
Future Research Directions in Big Data for Manufacturing
The landscape of manufacturing is an environment highly influenced by the relentless progression of technology, particularly with respect to big data. As we explore future research directions in this field, several emerging trends warrant the attention of researchers and practitioners alike. One critical area includes the integration of artificial intelligence (AI) capabilities into big data frameworks. AI can significantly enhance the efficiency of data processing, predictive maintenance, and overall operational decision-making. By developing AI algorithms tailored for manufacturing data, organizations can achieve unprecedented accuracy and speed in their analyses.
Another significant trend is the continued evolution of the Internet of Things (IoT). The proliferation of connected devices in manufacturing environments generates an enormous volume of data that, if effectively harnessed, can lead to groundbreaking insights. Future research should focus on optimizing data collection protocols, enhancing data quality, and creating advanced algorithms that can analyze real-time data streams. Exploring how IoT can interact synergistically with big data analytics to improve supply chain management, quality control, and equipment monitoring presents an exciting avenue for exploration.
Advanced analytics should also be a priority for future investigation. Techniques such as machine learning, deep learning, and advanced statistical modeling can yield insights from large datasets that traditional analytics methods may overlook. Research into creating robust frameworks to effectively implement these advanced analytical techniques will be crucial for manufacturing firms aiming to extract actionable insights from big data.
In conclusion, the future of big data in the manufacturing sector is ripe with promise. By delving into AI integration, leveraging IoT capabilities, and advancing analytics, researchers and industry practitioners can unlock innovative solutions that enhance operational efficiency, drive profitability, and foster sustainable practices within manufacturing. Encouraging a collaborative environment among industry stakeholders will be essential to capitalize on these research directions and ultimately revolutionize the manufacturing landscape.
Our Message to Our Clients and Partners:
At NA Consultancy, we believe that adopting Industry 4.0 technologies is the key to sustainable growth and excellence. We invite you to explore how these concepts can enhance the quality of your products and services while achieving a strong return on investment.
Share Your Thoughts!
What do you think about transitioning to Quality 4.0? Has your company already started adopting these concepts? We’d love to hear your experiences and ideas in the comments!
Driving Smart Solutions for a Digital Future
contact us
info@naconsultancy.com
+966572439114
+201094167180
keep Updated
Jeddah 23531, Saudi Arabia